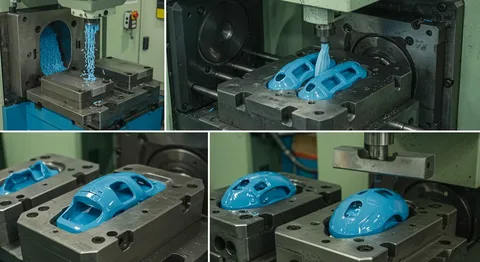
Литье под давлением пластмасс (литье под давлением пластиков) – это один из самых производительных методов изготовления деталей из термопластичных материалов. Процесс основан на впрыске расплавленного полимера в замкнутую форму (пресс-форму) под высоким давлением с последующим охлаждением и извлечением готовой детали. Компания, занимающаяся производством пластиковых изделий методом литья под давлением, отмечает, что эта технология позволяет получать изделия сложной геометрии с высокой точностью размеров (до 0,01-0,02 мм) и отличным качеством поверхности без дополнительной обработки .
Статистика показывает, что более 70% всех пластиковых изделий в мире – от мелких корпусов для электроники до крупных деталей автомобилей – производятся именно методом литья под давлением на термопластавтоматах (ТПА). 3D-печать или механическая обработка выигрывают в прототипировании, но для серийного выпуска (от 10 000 штук) литьё в пресс-формы hdpe листов остаётся самым рентабельным способом, себестоимость одной детали может снижаться до копеек .

Ключевые преимущества технологии и области применения
Литье под давлением пластмассовых изделий имеет ряд существенных преимуществ, которые определяют его массовое применение. Основные из них приведены в таблице.
| Преимущество | Описание | Количественная оценка/пример | Серийность | Экономический эффект | Типичные отрасли |
|---|---|---|---|---|---|
| Высокая производительность | Время цикла для мелких деталей — 10-30 сек. Для крупных — до 2-3 минут. | 10 000 — 100 000 деталей в сутки при многогнёздной форме. | Крупносерийное и массовое производство. | Окупаемость оснастки за 1-6 месяцев при серийном выпуске. | Автомобилестроение, электроника, потребительские товары. |
| Сложная геометрия | Возможность изготовления изделий с поднутрениями, резьбой, бобышками, нервюрами. | Одно изделие заменяет узел из 5-10 металлических деталей. | Любая, но конструкция ограничена выемкой из формы. | Снижение стоимости сборки и логистики. | Медицина, бытовая техника, авиация. |
| Точность размеров | Повторяемость размеров от партии к партии, допуски ±0.02-0.10 мм. | Подшипники скольжения, детали, не требующие механической доработки. | Крупносерийное. | Исключение операций механообработки. | Автомобильная, точная механика. |
Благодаря этим преимуществам, литье изделий из пластика под давлением применяется в десятках отраслей: автомобилестроение (бамперы, панели приборов, корпуса фар), медицина (шприцы, пробирки, хирургические инструменты), электротехника (розетки, выключатели, корпуса), потребительские товары (игрушки, контейнеры, корпуса телефонов).
📏 Допустимые размеры отливаемых деталей варьируются от нескольких миллиметров до 1-2 метров в длину. Для сверхкрупных изделий используются специальные ТПА с усилием смыкания более 50 000 тонн, например, для бамперов и панелей.
Основные этапы технологического процесса
Процесс литье под давлением пластмасс изделия состоит из последовательных фаз, которые повторяются каждый цикл. Стабильность этих этапов критична для качества.
- Смыкание формы: Подвижная полуформа прижимается к неподвижной с заданным усилием (обычно 50-500 тонн), чтобы расплав не вытекал.
- Дозирование и пластикация: Полимерные гранулы из бункера попадают в нагретый цилиндр, где вращающийся шнек расплавляет и гомогенизирует материал.
- Впрыск расплава: Шнек, работая как поршень, под давлением (до 1000-2000 бар) подаёт полимер в замкнутую полость формы через литниковую систему.
- Выдержка под давлением (допрессовка): Компенсирует усадку материала по мере охлаждения, подавая дополнительный объём расплава в форму.
- Охлаждение: Заготовка остывает внутри формы до температуры, достаточной для извлечения без деформаций (на 20-30% времени цикла).
- Раскрытие формы и извлечение (выталкивание): Готовая деталь автоматически выпадает в приёмный лоток или забирается роботом.
Материалы и их влияние на параметры литья
Выбор термопластичного материала существенно влияет на температуру расплава, давление впрыска и усадку. Сравнение популярных материалов представлено в таблице.
| Материал | Температура расплава, °C | Температура формы, °C | Усадка, % | Применение | Сложность переработки | Особенности |
|---|---|---|---|---|---|---|
| Полипропилен (PP) | 200-260 | 20-50 | 1.0-2.5 | Контейнеры, мебель, автомобили | Низкая | Гибкий, химически стоек, низкая стоимость. |
| АБС-пластик (ABS) | 210-260 | 50-80 | 0.4-0.7 | Корпуса, игрушки, электроника | Средняя | Ударопрочный, жёсткий, легко отделывается. |
| Полиамид (PA6, PA66) | 240-290 | 80-100 | 0.8-1.5 | Шестерни, подшипники, крепёж | Высокая, требуется сушка | Износостойкий, но гигроскопичный. |
⚠️ Полиамид (нейлон) необходимо сушить перед литьём (2-4 часа при 80°C), иначе вода вызовет гидролиз, и детали будут хрупкими с серебристыми полосами на поверхности, что недопустимо для ответственных деталей.

Дефекты и как их избежать
Несмотря на кажущуюся простоту, литье под давлением деталей из пластика на заказ может приводить к распространенным дефектам. Понимание причин помогает их предотвратить при проектировании или корректировке режимов.
- Коробление: Неравномерная усадка из-за разной толщины стенок или неоптимальной конструкции литниковой системы. Решение — проектирование одинаковой толщины стенок (1.5-3 мм).
- Воздушные раковины (пузыри): Недостаточная дозировка материала, низкое давление впрыска или плохая вентиляция формы. Требуется увеличение скорости впрыска или улучшение отвода воздуха (каналы 0.02-0.05 мм).
- Кратеры усадки (провалы) у толстых участков: Недостаточное время выдержки под давлением. Увеличить время допрессовки или уменьшить толщину детали в этих зонах.
- Стыковочные швы (линии спая): Две фронта расплава встречаются и не свариваются из-за низкой температуры. Решение — повысить температуру расплава/формы, увеличить скорость впрыска или улучшить вентиляцию.
Проектирование под литьё (Design for Manufacturing)
Успех литья закладывается на этапе проектирования. Для снижения стоимости оснастки и брака следует соблюдать правила.
- Равномерные стенки: Избегать утолщений более 20% от основной толщины.
- Уклоны: Добавлять для облегчения извлечения: для гладких поверхностей 0.5-1°, для текстурированных 2-5°.
- Скругление углов: Все внутренние и внешние углы с радиусом R=0.5-1x толщины для снижения концентрации напряжений.
Литье под давлением — самый экономичный способ серийного производства пластмассовых изделий. Понимание поведения материалов, конструкции пресс-форм и параметров процесса позволяет выпускать детали с высоким качеством, стабильностью и повторяемостью. Компания, специализирующаяся на этом виде производства, рекомендует: на стадии развития идеи следует обращаться к технологам, чтобы адаптировать геометрию детали под литье, сэкономить на оснастке и в 5-10 раз ускорить запуск.
«`